

本文介绍了一种基于旋转电弧传感器的焊接机器人系统。系统采用惯量小,成本低,灵活性大的新型十字滑块系统作为物理运动机构;旋转电弧传感器的位置精度高,焊缝偏差小,使用各类焊缝类型;配合步进电机完成总系统位移单元的传动,并进行位置伺服。环境预检测系统完成工作环境的检测,确保系统的安全运行,DSP主控系统完成总系统的管理和控制,并设计了包括软件保护,机械限位保护,报警保护,电源管理保护在内的各种保护的方法。为了方便系统的维护和升级,预留了标准的串口和以太网接口,可以方便对系统来进行扩展升级。
作为一个工业用的焊接机器人,在对总系统进行设计的时候,先对其要求的指标进行分析和制定。
对于焊接机器人系统,其静态指标是指机器人处于正常的焊接运行状态时,对于控制系统所给的指令,在达到稳态时,能够做到无偏差跟踪的能力,对于阶跃信号和速度信号,考虑到机械结构的特性,稳态误差必须控制在0.2%之内,对于加速度信号,稳态误差不得小于0.5%。
系统的动态性能指标,对于焊接机器人来说,主要考虑的是整个系统对阶跃输入信号和正弦输入信号的动态响应特性。对于阶跃信号,其超调量最大不能超过10%,过渡时间最大不能超过0.1ms,震荡次数不能超过2次。对于正弦响应,主要考虑的是其频率特性和相角裕度,工作频率大概为5至12Hz。
焊枪移动的位置精度小于0.2mm,焊缝误差小于1mm,速度精度小于1mm/s,系统响应时间小于0.3s。
要求所设计的系统具有一定的智能性,其中包括系统自检功能,故障尝试自修复功能,故障保护功能,自动循迹跟踪焊缝功能。
系统应该留有一定的对外接口,以满足系统在线编程或离线编程,随着INTERNET技术的发展和物联网技术的发展,要求系统需要留有特定的接口模块。系统必须具备可升级性,以满足不同应用场合的重新组装和升级。
整个系统为220V市电系统,在保证系统正工作的前提下,功率应尽量减小。控制核心系统部分体积为25x25x25cm,电源管理部分由于其功耗相对较大,为了避免其对弱电系统的影响,对电源部分进行单独包装,设定为25x25x25cm,并且配置散热风扇。整个系统的成本在两万元以下。
在使用过程中噪声不能大于40db,整个系统对市电网络和周围环境不存在电磁干扰,电磁兼容性必须控制在国家标准范围之内,无强烈的电磁辐射性,工作时对焊枪的强光部分做简单的屏蔽。系统不具有防水性,防尘等级IP5级,工作环境为90摄氏度以下,负15摄氏度以上。
整个系统的装配精度只要是十字滑架的精度要求,其装配精度必须控制在0.1mm以内。
如图1所示,为系统的总设计方案和模块图,整个系统可以分为9个主要的模块,系统的工作思路为:
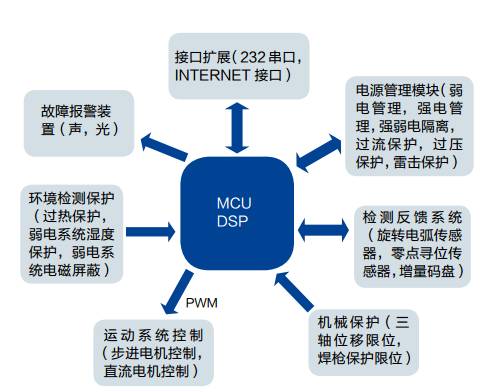
总系统上电,启动工作环境检测系统,检测当前主控平台的环境湿度,和温度,如果不符合工作环境要求,尝试进行自动调节,若调节依然无效,则系统报警,并自动关闭;环境检测符合要求后,DSP主控系统启动,先完成自检功能,如果发现某些模块处于无法就绪状态,系统尝试软件自动修复,如果修复不成功,则系统自动重启,如果重启后,依然无法解决问题,系统来进行报警动作;系统初始化后,通过零点寻位传感器查找初始零位,寻零结束后,进行坐标变换,将零位传感器的坐标变换为焊枪的坐标,此时系统进入到正常工作模式;用DSP通过PWM控制步进电机,完成十字滑架的移动,并控制弧焊电源和送丝机构进行焊接;在焊接开始之后,旋转电弧传感器检测电弧电压信息,通过DSP转换为相应的位移信息,并进行位移量的反馈,构成整个控制系统的闭环工作模式;于此同时,系统配备的各种传感器也处于监视运作时的状态,包括机械限位保护,电源过压过流保护,系统过热过湿保护。
主控系统部分采用DSP作为整个系统的控制芯片,完成整个系统的调节和控制。通过方案的比较,决定选用TI公司的DSP芯片TMS320F2812。该系列芯片是TI公司推出的一款32位定点高速DSP芯片,采用8级指令流水线位MAC功能,最高速度每秒钟可执行1.50亿条指令(150MIPS),保证了控制和信号处理的快速性和实时性。另外TMS320F2812片上还集成了丰富的外部资源,包括16路12位ADC,6路PWM输出、3个32位通用定时器、128k的16位Flash存贮器、18kRAM存贮器,外围中断扩展模块(PIE)可支持45个外围中断,并具有McBSP,SPI,SCI和扩展的eCAN总线M的外部存贮器扩展。
TMS320F2812支持C/C++编程语言,其C语言优化器的C编译效率可达99%,还有虚拟浮点数学函数库提供支持,可以大大缩短数学运算与控制程序的开发周期。TMS320F2812非常适用于电机控制、电源设计、智能传感器设计等应用领域。
在本系统设计中,需要高速的运算速度,完成传感器信息值的解算和电机的控制,在信息的处理中需要涉及到大量的浮点型运算,而这也正是DSP控制管理系统的强项所在,通过对比选取,决定使用TI公司的TMS320F2812芯片。
该类型利用电弧的静态特性,当焊枪不对中时,两电弧的高度不同将反映在电流(电压)差上,从而实现焊缝跟踪。但因为要同时用两个参数相同的独立回路电源并列进行坡口焊接,实现上有困难,所以实际使用受到限制。
摆动式电弧传感器利用机械摆动所产生电弧作为传感介质,受机构的限制,扫描频率一般很低(5Hz以下),使得灵敏度较低,只能在低速焊接中应用,同时熔池中的液态金属的流动和填充也阻碍了焊缝坡口的识别。
旋转电弧传感器的基本原理与其他电弧传感器相同,特别之处在于利用直流电动机驱动偏心机构使得焊丝和电弧旋转,从而实现电弧的高速扫描,扫描频率一般在5~50Hz。这种设计能克服摆动式的低扫描频率带来的问题,灵敏度大为提高,可以工作在高速场合,并且焊缝结果也有所改善。
传统的旋转电弧传感器利用外置直流电机通过齿轮传动来驱动偏心机构,从而实现焊丝与电弧的旋转。这类结构的问题在于机械结构尺寸较大,机械振动大,附加的质量和转矩不得不考虑,也就影响了与之相关的一系列装置的选择。考虑到焊枪在竖直方向的移动,焊枪尺寸应该小而轻,才能在成本上有所减少,所以应该采用更合理的装置。
弧焊电源供应焊接电压,送丝轮完成焊丝输送(一般维持速度不变,但也可以改变电压来调节送丝速度),空心轴直流电机高速旋转通过偏心装置使焊丝和电弧旋转。这个过程中,电流传感器检验测试流过焊丝的焊接电流的大小并得到与弧长对应的电压信号,将电压信号输出到相应电路对信号进行采样处理。与此同时,光电码盘测量出电弧每圈扫描的起始位置和相对起始点的瞬时位置,经处理得到空心轴电机旋转速度,以实现电机旋转速度的闭环控制;码盘输出信息与霍尔传感器的电压信息经由主控电路DSP运算处理,控制执行机构调节焊枪的x、y、z三个方向的位置。系统这部分的流程图见图2。其中,DSP输出信号与执行机构之间需要利用光电隔离器件隔离强电与弱电信号,起到保护控制电路的作用。计算机用于实时显示焊接过程的焊缝情况,经过数学运算能够获得焊缝内部情况,如焊接某瞬时的焊缝截面,缝宽,缝深及裂缝平面走向布局等。

旋转电弧传感器的工作频率在5-50Hz之间,本系统的扫描频率为25Hz。并定下了以下的参数:焊枪连续移动速度(无特殊情况下)为25mm/s,即旋转电弧传感器扫描一圈前进1mm;相关实验研究可得,旋转电弧传感器的焊缝误差为0.1mm,跟踪误差为0.1mm。
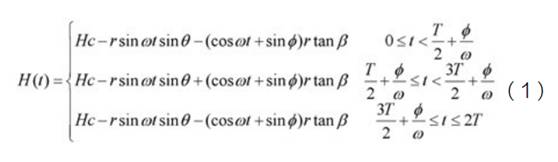
在进行算法分析之前,先要对焊接过程中的电弧长度建立模型。仍以跟踪V形坡口焊缝为例。焊枪轴线在水平方向上与焊缝坡口对称线的偏移距离称为偏差设为e。设焊枪口端面到焊缝坡口底部的距离为Hc,焊缝坡口与水平面的夹角为β,电弧旋转半径为r,旋转周期为2T,角速度为ω,设焊枪旋转在最右侧时t=0,则电弧长度H(t)可由式(1)求得
根据有关焊接理论可知,电弧动态变化时,在一定条件下弧长变化H(s)到焊接电流变化I(s)的传递函数能表示为:

其中,为电弧的电位梯度;为与焊丝熔化速度有关的常数;为与干伸长电阻和极区等效电阻有关的常数;为与电源特性、焊接材料等有关的常数;P(s)为电源的动态特性。当电源具有极好的动态品质时,P(s)可视为一个比例环节,此时传递函数可简化为一阶模型。可见当旋转频率一定时,弧长变化规律与电流变化规律成正比关系,所以与电压变化规律也成正比。
电弧长度H(t)可由式(1)求得,而故可将它们离散化为Hi,xi,yi。由于文中采用的旋转电弧传感器在一个扫描周期内采样64次,因此将离散点取为64个。由空间解析几何理论可知,一个空间平面的方程可以表示为:
将β代入式(4),则可得到所求的拟合平面。该平面与XOZ面交线,与YOZ面交线。在实际进行拟合时,式中H由旋转电弧传感器采集得到的电流经转换后获得。


