

自 1881 年电弧焊发明以来, 随机械、 电力、 材料等行业的发展, 焊接技术已成为一种最重要的金属热加工技术。从日用品的生产到尖端技术产品的制造不能离开焊接技术, 现代化生产实践对焊接技术提出了进一步提升效率, 优化质量, 改善劳动条件等要求, 焊接自动化就是焊接工作者顺应这种要求的具体体现。工业发达国家, 如美国、 日本、 德国的焊接自动化、 机械化程度已达 60% ~ 70%, 而我国仅为 20% ~ 30%。因此, 发展和应用新型焊接自动化技术对我们国家的国民经济将起到巨大的作用, 而弧焊机器人的焊缝跟踪系统正是焊接自动化研究的一个重要方面。1960 年, 美国的 ConsoIidated ControI 公司根据DevoI 的技术专利研制出世界上第 1 台机器人样机,并成立了 Unimation 公司, 定型生产了 Unimate (意为“万能自动” ) 机器人。从此以后, 机器人的研究、 生产与应用得到了很大的发展, 到 1997 年底, 全世界的工业机器人已达 80 多万台, 其中用于焊接的机器人占 40%以上。在引进国外技术的基础上, 我国 70年代初开始研究工业机器人。1985 年, 哈尔滨工业大学研制成功中国第 1 台 HY - 1 型焊接机器人;1987 年, 北京机床研究所和华南理工大学联合为天津自行车二厂研制出用于焊接自行车前三角架的TJR - G1 型弧焊机器人; 上海交通大学研制的 “上海1 号” 、 “上海 2 号” 和广州机床研究所等研制的示教再现型机器人也都具有可供弧焊和点焊的功能, 有的还有自动跟踪、 寻找起始点和保持姿势等功能[1]。
目前的机器人大多为可编程的示教再现机器人。这种机器人能在其工作空间内精确地完成示教的操作。在弧焊机器人施焊过程中, 如果焊接条件基本稳定, 则机器人能确保焊接质量。但是, 由于各种各样的因素的影响, 实际的焊接条件经常发生明显的变化。例如, 由于强烈的弧光辐射、 高温、 烟尘、 飞溅、 坡口状况、 加工误差、 夹具装夹精度、 表面状态和工件热变形等影响会使焊炬偏离焊缝, 从而造成焊接质量下降甚至失败。因此, 焊接条件的这种变化要求弧焊机器人能够实时检测出焊缝的偏差, 并调整焊接路径和焊接参数, 保证焊接质量的可靠性[2]。人们为了使得机器人在焊接过程中能实时地检测出焊缝的实际位置, 开始了弧焊机器人焊缝跟踪技术的研究。
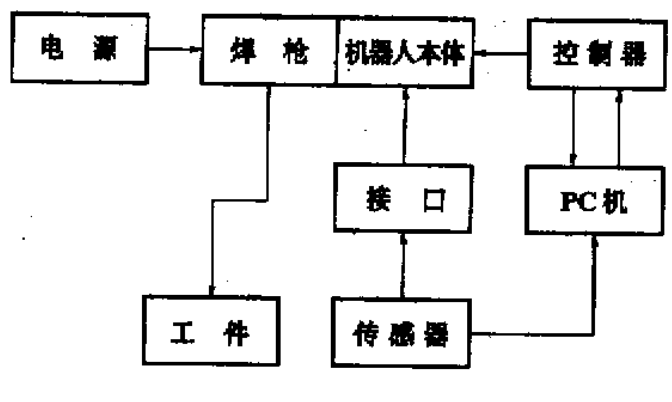
弧焊机器人焊缝跟踪系统虽然经过了几十年的发展和计算机软硬件的大力应用, 但是总系统的结构没有过大的变化。弧焊机器人焊缝跟踪系统的结构一般来说包括传感器、 PC 处理机、 机器人专用控制器、 机器人本体及焊接设备等。传感器采集到信号传送到 PC 机, 经过一系列的数据处理过程和图像显示后[3], PC 机与机器人专用控制器进行数据通讯, 然后将控制信号传送给机器人本体控制焊接过程的正确运行。在系统结构中, 焊枪与机器人本体是固定在一起的, 由多自由度的机械手来控制焊枪的方向、 位移和速度。传感器的位置一般是通过机械接口与机器人本体连接, 甚至采用钢性连接并一起移动。PC 机在弧焊机器人焊缝跟踪系统中的应用是近几年的事情, 在系统的跟踪过程中, PC 机可以对传感器接收的信号进行预处理, 通过图像处理软件在可视化界面上显示焊接过程的工作状态, PC 机与机器人专用控制器进行数据通讯, 可根据用户的要求在离线编程的情况下对焊接过程进行跟踪控制。系统框图如图所示。
在整个闭环系统中, 传感器起着很重要的作用, 它决定着总系统对焊缝的跟踪精度。在焊接过程中, 传感器必须精确地检测出焊缝 (坡口) 的位置和形状信息, 然后传送给控制器做处理。随着大规模集成电路、 半导体技术、 光纤及激光等的迅速发展, 促进了焊接技术向自动化、 智能化方向发展,并出现了多种用于焊缝跟踪的传感器, 它们主要是检测电磁、 机械等各物理量的传感器。我们大家都知道, 在电弧焊接的过程中, 存在着强烈的弧光、 烟尘、 电磁干扰以及高温辐射、 烟尘、 飞溅等, 焊接过程伴随着传热传质和物理化学冶金反应, 工件会产生热变形,因此, 用于电弧焊接的传感器一定要有很强的抗干扰能力。随着电子工业、 计算机软硬件、 网络通讯和图像处理算法等技术的快速的提升, 机械控制、 电气及材料技术日益更新, 新的传感器、 控制器、 控制软件和机器人等先进系统的不断推出, 使得弧焊机器人焊缝跟踪控制技术变得更先进与复杂。
传感器是指能够感受规定的被测量并能转换成可用信号, 实现信息检测转换和传输的器件或装置。随着大规模集成电路、 半导体技术及光纤、 激光等的迅速发展, 现代焊接技术正朝着自动化、 智能化方向发展。世界上许多著名的焊接设备研究和制造机构都在努力开发这一领域。焊接过程控制管理系统首先要解决的问题是焊缝跟踪。经过几十年的研究和实践, 焊缝跟踪技术已取得了长足进步, 而新型焊缝跟踪传感器的不断出现正是这一进步的标志。弧焊用传感器可分为直接电弧式、 接触式和非接触式 3 大类。按工作原理可分为机械、 机电、 电磁、 电容、 射流、 超声、 红外、 光电、 激光、 视觉、 电弧、光谱及光纤式等。按用途分有用于焊缝跟踪、 焊接条件控制 (熔宽、 熔深、 熔透、 成形面积、 焊速、 冷却速度和干伸长) 及其他如温度分布、 等离子体粒子密度、 熔池行为等。据日本焊接技术学会近期所做的调查显示, 在日本、 欧洲及其他发达国家, 用于焊接过程的传感器有 80%是用于焊缝跟踪的。目前我国用得较多的是电弧式、 机械式和光电式。
电弧传感器是从焊接电弧自身直接提取焊缝位置偏差信号, 实时性好, 不需要在焊枪上附加任何装置, 焊枪运动的灵活性和可达性最好, 尤其符合焊接过程低成本自动化的要求。电弧传感器的基本工作原理是: 当电弧位置变化时, 电弧自身电参数相应发生明显的变化, 从中反映出焊枪导电嘴至工件坡口表面距离的变化量, 进而根据电弧的摆动形式及焊枪与工件的相对位置关系, 推导出焊枪与焊缝间的相对位置偏差量。电参数的静态变化和动态变化都可当作特征信号被提取出来, 实现高低及水平两个方向的跟踪控制。目前国外发达国家广泛采用的方法是: 经过测量焊接电流 I、 电弧电压 U 和送丝速度 1来计算工件与焊丝之间的距离 H = f (I, U, 1) , 并应用模糊控制技术实现焊缝跟踪。电弧传感结构相对比较简单, 响应速度快, 目前得到了广泛的应用。但是, 它一般适用于对称侧壁的坡口 (如 V 型坡口) , 而对那些无对称侧壁或根本就无侧壁的接头形式, 如搭接接头、 不开坡口的对接接头等形式, 现有的电弧传感器则不能识别[4]。
典型的接触式焊缝跟踪传感器是依靠在坡口中滚动或滑动的触指将焊枪与焊缝之间的位置偏差反映到检测器内, 并利用检测器内装的微动开关判断偏差的极性, 除微动开关式外, 检测器判断偏差的极性和大小的方法还有电位计式、 电磁式和光电式。接触传感器适用于 X 型、 Y 型坡口、 窄间隙焊缝及角焊缝。该系统结构相对比较简单, 操作便捷, 价格实惠公道且不受电弧烟尘及飞溅等干扰, 也是目前使用较为广泛的一种焊缝跟踪传感器。存在的问题是: 对不同的坡口需要不同的探头, 探头磨损大, 易变形, 点固点障碍难以克服, 不适于高速焊接。
目前,用于焊缝跟踪的非接触式传感器很多,主要有电磁传感器、光电传感器、超声波传感器、红外传感器及 CCD 视觉传感器等。据日本焊接技术学会对在日本使用的弧焊机器人的调查的最终结果显示,领导未来焊缝跟踪传感器的主要是光学传感器。其中以视觉传感器最引人注目,由于视觉传感器所获得的信息量大,结合计算机视觉和图像处理的最新技术成果,大大增强了弧焊机器人的外部适应能力。视觉传感器采用的光电转换器件最简单的是单元感光器件,如光电二极管等;其次是一维的感光单元线阵,如线阵 CCD(电荷耦合器件) ;应用最多的是结构最复杂的二维感光单元面阵,如面阵 CCD,是二维图像的常规感光器件,它代表着目前传感器发展的最新阶段,因而应用日益广泛。在焊接机器人各种视觉传感器中,CCD 传感器因其可靠的性能,清晰直观的图像和使用效果而受到了普遍重视。特别是 80 年代以来,CCD 与高性能的微机相结合产生的焊缝跟踪系统,使焊缝跟踪的研究跨上了一个新的台阶。
近几年, 随微电子技术的全力发展, 以 PC 机为代表的计算机软硬件得到了空前的发展, 制造业也以建立 FM 为目标, 向 “开放的工厂自动化” 方向发展。为顺应这一趋势, 焊缝跟踪控制管理系统中弧焊机器人控制器必须由专用的控制器向基于 PC 机的开放通用型控制器过渡。PC 机在焊缝跟踪控制管理系统中的应用, 不但解决了专用控制器计算负担重、 实时性差等问题, 同时能将其他领域如图像处理、 声音识别、 最优控制、 人工智能等先进的研究成果应用到该系统的实时操作中。另外, PC 机拥有非常良好的开放性、 安全性和联网性、 标准的实时多任务操作系统、 标准的总线结构、 标准接口等特点, 打破了机器人专用控制器结构封闭的局面, 开发出结构开放性、功能模块化的标准化弧焊机器人焊缝跟踪控制管理系统。目前, 系统中应用 PC 机的方式一般是在原来的机器人专用控制器中配置与 PC 机通讯的总线及接口板, 加上相应的通讯软件和开发相应的应用软件及接口板, 用户即可在 PC 机上编程读取机器人跟踪焊缝的当前位置, 对机器人的运动进行实时控制, 从而监控机器人焊缝跟踪系统的工作状态。
随着焊接自动化的发展, 焊缝自动跟踪的研究得到人们的普遍重视。以往的焊缝跟踪系统往往以经典控制理论为基础, 采取对应的控制器来控制。但是焊接是一个很复杂的过程, 由于焊缝坡口的加工、 焊件装夹、 焊接小车行走偏差和焊接热变形等原因, 都会引起焊炬位置的偏差, 而这些影响因素都是不确定的、 非线性的, 因此, 在焊缝自动跟踪系统中采用经典控制理论和办法来进行控制, 在实际焊接生产中往往不能得到令人满意的结果。为了更好的提高焊缝跟踪系统的灵活性和精度, 使用先进的传感器技术并在弧焊跟踪系统中引进人工智能技术, 改进控制算法是一个必然的趋势。
人工智能是一门新兴的技术学科, 它研究怎么样模仿、 延伸和扩展人的智能, 实现某些 “机器思维” 或脑力劳动自动化。因此, 从自动化角度说, AI是脑力劳动自动化的技术基础; 从工程角度说, 它是多学科知识综合而形成的一种高新技术[7]。当前在焊缝跟踪系统中有以下 3 种人工智能方法有代表性, 即专家系统、 模糊控制和人工神经网络技术。所谓专家系统是指专门设计的用以模仿某一领域专家的知识和推理方法, 并能使其知识被他人所用的计算机软件系统。该系统一般来说包括知识系统、开发环境和操作环境。知识系统是指包含所有专家知识, 并能灵活应用的系统 ; 开发环境包括开发专家系统所需的必要软件工具; 操作环境即是与外部进行交流的软件和硬件。其中知识系统是专家系统的核心所在, 它由知识库、 推理机和用户界面 3 个主要部分所组成。焊接领域中专家系统的开发最早始于80年代中期, 英、 美、 日、 德等国先后进行了这方面的研究开发工作。我国从 80 年代末开始焊接专家系统的研制[8]。目前总的看来, 焊接专家系统的安放站还不够成熟, 大多数专家系统的推理过程简单,多为导果式推理, 而很少涉及到归因式推理。所有焊接专家系统仅覆盖人工智能的知识表达和智能推理, 而普遍缺乏获得新知识的能力。未来的开发方向是: 集成化及网络通讯化将逐步加强; 专家系统的开发工具将一直更新, 以 Windows 为开发平台, 结合 ANN、 00、 FUZZY 等人工智能的开发工具将不断涌现并成为主流; 趋向于混合化互补性强的系统, 自动获取知识的能力也将逐步的提升; 开发具有元知识解决能力的焊接专家系统; 多媒体技术将应用到系统中去。
近年来, 随着模糊控制理论和技术的全力发展,特别是它有着较为完善的数学理论基础, 模糊控制在焊缝跟踪中得到了广泛的应用, 从而使焊缝跟踪系统的调节速度和跟踪精度得到了很大提高。日本等国家大量地将模糊控制技术用于焊缝跟踪及焊接动态过程的控制中, 并取得了满意的效果。国内清华大学、 哈尔滨工业大学、 华南理工大学等单位在弧焊过程的模糊跟踪及控制方面做了大量的卓有成效的研究工作[9]。人工神经网络 (ANN) 是随着神经科学与脑功能研究的发展而慢慢的出现, 并得到迅速发展。与传统的专家系统 (ES) 相比, 人工神经网络具有自学习、自组织、 容错与自修复、 模式识别与检索等能力特点[10]。人工神经网络的种种特性为研制弧焊智能控制管理系统, 特别是高智能的弧焊机器人的焊缝跟踪提供了一条重要方法, 把该技术应用于弧焊机器人的焊缝跟踪系统在国内外已有很多成功的例子。神经网络的并行解决能力、 自适应能力及极强的容错性和映射力正是研制具有视觉信息并行解决能力及智能化焊缝跟踪控制管理系统所需要的特性。


